
1. Mi az a szárazvágási technológia
A globális környezettudatosság erősödésével és a környezetvédelmi törvények és előírások egyre szigorúbb követelményeivel a Vágófolyadék környezetre gyakorolt negatív hatásai egyre nyilvánvalóbbak. A statisztikák szerint 20 évvel később a Vágófolyadék költsége kevesebb, mint 3 a munkadarab költségének %-a.Jelenleg a nagy termelékenységű termelő vállalkozásoknál a forgácsolófolyadék-ellátás, karbantartás és újrahasznosítás költsége együttesen a munkadarab gyártási költségének 13-17%-át teszi ki, míg a vágószerszámok csak 2-5%-át teszik ki. ,.A Vágófolyadékkal kapcsolatos összköltség körülbelül 22%-a a Vágófolyadék kezelésének költsége. A száraz vágás egyfajta megmunkálási módszer, amelyet a környezet védelmére és a költségek csökkentésére használnak anélkül, hogy tudatosan és hűtőfolyadék nélkül használnák a Vágófolyadékot.
A száraz vágás nem egyszerűen a Vágófolyadék használatának abbahagyását jelenti, hanem a nagy hatékonyságot, a kiváló termékminőséget, a nagy szerszámtartósságot és a vágási folyamat megbízhatóságát, miközben leállítja a Vágófolyadék használatát, amihez jó teljesítményű vágószerszámok használata szükséges. Szerszámgépek és segédberendezések helyettesítik a Vágófolyadék szerepét a hagyományos vágásban a valódi szárazvágás elérése érdekében.2.A szárazvágási technológia jellemzői
① A forgács tiszta, szennyeződésmentes, könnyen újrahasznosítható és ártalmatlanítható. ② A vágófolyadék továbbítására, visszanyerésére, szűrésére szolgáló eszközök és a megfelelő költségek megtakaríthatók, a gyártási rendszer egyszerűsödik, és az előállítási költség csökken. a Vágófolyadék és a forgács közötti elválasztó berendezés, valamint a megfelelő elektromos berendezés kimarad.A szerszámgép kompakt szerkezetű és kisebb területet foglal el.④ Nem okoz környezetszennyezést.⑤ Nem okoz biztonsági és minőségi baleseteket a vágófolyadékkal kapcsolatban.
3. A vágószerszámokról
① A szerszámnak kiváló magas hőmérséklet-állósággal kell rendelkeznie, és vágófolyadék nélkül is működhet.Az új keményötvözetek, a polikristályos kerámiák és a CBN anyagok az előnyben részesített anyagok a száraz vágószerszámokhoz.② A forgács és a szerszám közötti súrlódási együtthatót a lehető legkisebbre kell csökkenteni (a leghatékonyabb módszer a szerszám felületének bevonása). a jó forgácseltávolító szerszámszerkezetnek köszönhetően a hő felhalmozódásának csökkentése érdekében. ③ A száraz vágószerszámoknak nagyobb szilárdsággal és ütésállósággal is kell rendelkezniük, mint a nedves vágószerszámoknak.
4. Szerszám anyaga
BevonóanyagokA bevonat hőgátként működik, mivel sokkal alacsonyabb hővezető képességgel rendelkezik, mint a szerszám hordozójának és a munkadarab anyagának.Ezért ezek a szerszámok kevesebb hőt vesznek fel, és ellenállnak a magasabb vágási hőmérsékletnek.Legyen szó esztergálásról vagy marásról, a bevonatos szerszámok magasabb forgácsolási paramétereket tesznek lehetővé anélkül, hogy csökkentenék a szerszám élettartamát. A vékonyabb bevonatok jobb teljesítményt nyújtanak ütvevágás közbeni hőmérsékletváltozások esetén, mint a vastagabb bevonatok.Ennek az az oka, hogy a vékonyabb bevonatok kisebb feszültséggel rendelkeznek, és kevésbé hajlamosak a repedésre.A száraz vágás akár 40%-kal meghosszabbíthatja a szerszám élettartamát, ezért a körkörös szerszámok és marólapkák bevonására általában fizikai bevonatokat alkalmaznak.
CermetCermets ellenáll a magasabb forgácsolási hőmérsékletnek, mint a hagyományos keményötvözetek, de hiányzik belőlük a keményötvözetek ütésállósága, a szívósság közepes és nehéz megmunkálás során, valamint a szilárdság alacsony fordulatszám és nagy előtolás esetén.Mindazonáltal jobb magas hőmérsékleten és kopásállósággal rendelkezik nagy sebességű száraz vágásnál, hosszabb élettartammal és jobb felületi minőséggel rendelkezik a megmunkált munkadarabon.Lágy és viszkózus anyagok feldolgozására használva jó ellenálló képességgel rendelkezik a forgácslerakódásokkal szemben és jó a felületi minősége.A cermet érzékenyebb a törés és a betáplálás okozta igénybevételre, mint a jobb bevonatú, nem bevont keményötvözetek.Ezért a legjobban használható nagy pontosságú munkadarabokhoz és folyamatos vágási helyzetekhez, kiváló felületminőséggel.
kerámia
Stabilitás, nagy vágási sebességgel való megmunkálásra és hosszú élettartamra képes.A tiszta alumínium-oxid nagyon magas hőmérsékletnek is ellenáll, de szilárdsága és szívóssága nagyon alacsony.Ha nem jók a munkakörülmények, könnyen eltörik.Alumínium-oxid vagy titán-nitrid keverékének hozzáadása csökkentheti a kerámiák törésérzékenységét, javíthatja szívósságát és ütésállóságát.
CBN szerszámok A CBN egy nagyon kemény szerszámanyag, amely a leginkább alkalmas HRC48-nál nagyobb keménységű anyagok megmunkálására.Kiváló magas hőmérsékleti keménységgel rendelkezik - 2000 ℃-ig, bár nagyobb az ütési szilárdsága és a törésállósága, mint a kerámiakés.

 A CBN alacsony hővezető képességgel és nagy nyomószilárdsággal rendelkezik, és ellenáll a nagy vágási sebesség és a negatív dőlésszög által generált vágási hőnek.A vágási területen a magas hőmérséklet miatt a munkadarab anyaga meglágyul, ami elősegíti a forgácsképződést.
A CBN alacsony hővezető képességgel és nagy nyomószilárdsággal rendelkezik, és ellenáll a nagy vágási sebesség és a negatív dőlésszög által generált vágási hőnek.A vágási területen a magas hőmérséklet miatt a munkadarab anyaga meglágyul, ami elősegíti a forgácsképződést.
Szárazesztergálású, edzett munkadarabok esetén a CBN szerszámokat általában a köszörülési folyamatok helyettesítésére használják, mivel nagy pontosságot és felületi minőséget érnek el.A CBN-szerszámok és a kerámiaszerszámok edzett esztergálásra és nagysebességű marásra alkalmasak.
OPT kiváló minőségű CBN betét
PCD eszközök
Például,PCD betét、PCD maró、PCD dörzsár.
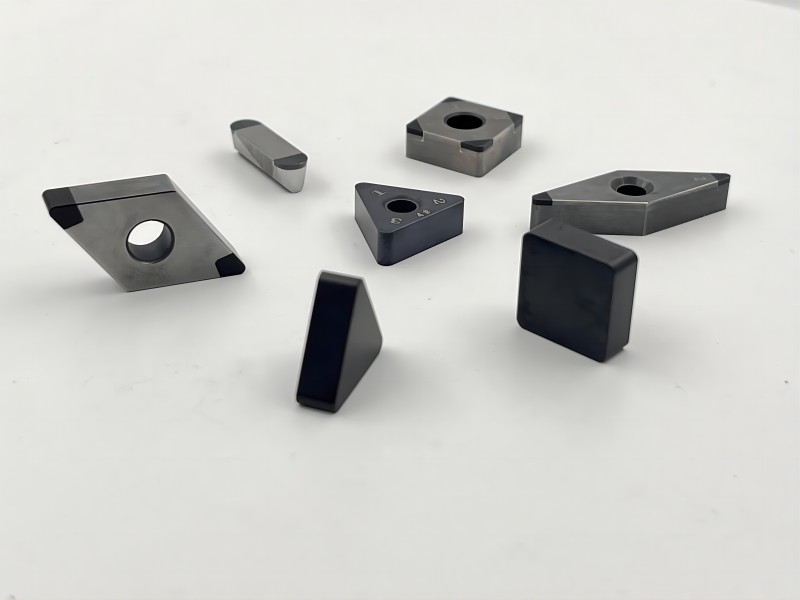
A polikristályos gyémánt, mint a legkeményebb vágószerszám anyag, kopásálló.A PCD-szeletek keményötvözetű pengékre történő hegesztése növelheti azok szilárdságát és ütésállóságát, és élettartamuk 100-szorosa a keményötvözet pengékének.
Azonban a PCD affinitása a vashoz a vasban teszi ezt a fajta eszközt csak színesfém anyagok feldolgozására.Ezenkívül a PCD nem bírja a 600 ℃-ot meghaladó magas hőmérsékletet a vágási zónában, ezért nem képes nagy szívósságú és hajlékonyságú anyagokat vágni.
A PCD szerszámok különösen alkalmasak színesfémek, különösen erős súrlódású szilíciumtartalmú alumíniumötvözetek feldolgozására.Éles vágóélek és nagy dőlésszögek használata ezen anyagok hatékony vágásához, minimalizálva a vágási nyomást és a forgácsképződést.
Feladás időpontja: 2023-09-09